

以下是:我们更专业《鑫旺通》201不锈钢复合管护栏物美价廉的产品参数
产品参数 产品价格 电议 发货期限 商议 供货总量 不限 运费说明 三天 产地 山东 品牌 鑫旺通 可定制 是 我们更专业《鑫旺通》201不锈钢复合管护栏物美价廉,贵州省黔南市鑫旺通不锈钢护栏厂家为您提供我们更专业《鑫旺通》201不锈钢复合管护栏物美价廉,联系人:贾经理,电话:0527-88266888、17768165506,QQ:1226292140,请联系贵州省黔南市鑫旺通不锈钢护栏厂家,发货地:开发区工业园发货到黔南。 贵州省,黔南布依族苗族自治州 黔南布依族苗族自治州曾是南方出海丝绸之路的重要通道,也是黔中通往川桂湘滇的故道,商贾云集、物流通达。黔南境内航空、铁路、公路、河运纵横交错;黔南先后涌现出抗清名将辽东巡抚、山海关总兵丘禾嘉,护国先驱戴勘、黄齐生,中共一大代表邓恩铭烈士等一批英雄人物;拥有国家级森林公园6个、省级森林公园5个。
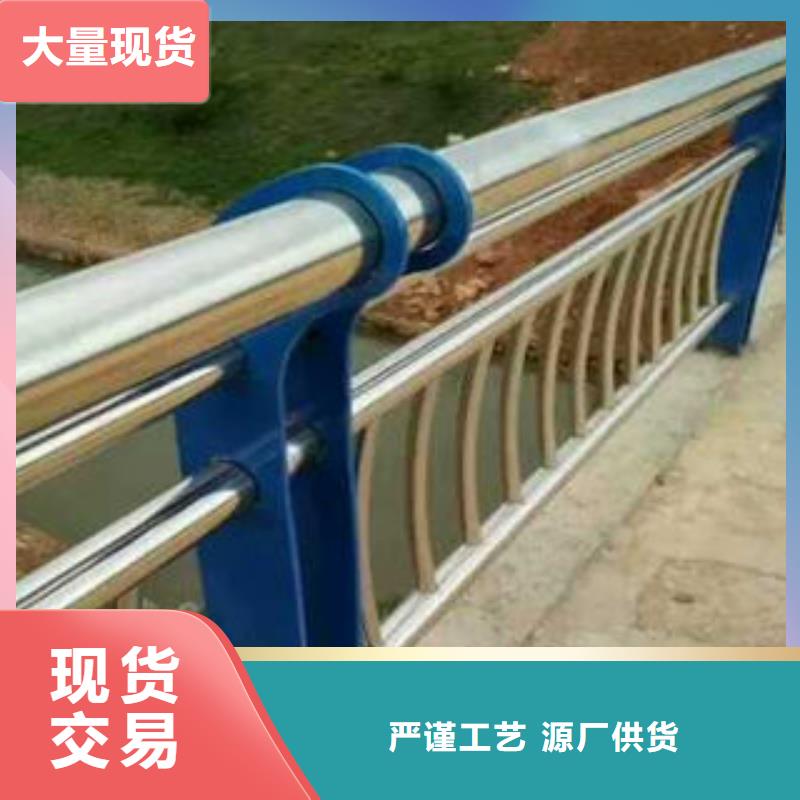
图文介绍虽好,但视频更能展现我们更专业《鑫旺通》201不锈钢复合管护栏物美价廉产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。以下是:我们更专业《鑫旺通》201不锈钢复合管护栏物美价廉的图文介绍
不锈钢复合管护栏的底层与复层交界处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学性能、接头方
式及填充金属种类,常发作高温结晶裂纹、推迟裂纹和脆化问题。
不锈钢复合管焊接的办法有:焊条电弧焊、埋弧焊、CO2气体维护焊等,现在常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合管不失去原有的综合性能,底层与复层有必要别离进行焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相
应的不锈钢相似,而底层与复层交界处的异种金属焊接是关键。
不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复层有必要向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开)和氧-乙炔火焰切开(
从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
复层的焊接:打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行全面检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
过渡层的焊接:过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为φ2.5mm,选焊接电流为70-90A,焊接电流为直流正接。过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过 大的电流易将根部烧穿。
我们更专业《鑫旺通》201不锈钢复合管护栏物美价廉,贵州省黔南市鑫旺通不锈钢护栏厂家专业从事我们更专业《鑫旺通》201不锈钢复合管护栏物美价廉,联系人:贾经理,电话:0527-88266888、17768165506,QQ:1226292140,发货地:开发区工业园,以下是我们更专业《鑫旺通》201不锈钢复合管护栏物美价廉的详细页面。





